导语:本文将深入探讨Lenze伺服在复卷机中的应用,特别是如何通过Lenze9326伺服集成CAN总线系统和变转矩锥度张力控制系统来提升复卷机的效率与精度。我们将详细介绍复卷机控制系统的组成和原理,以及如何实现牵引辊恒速控制、收卷轴张力控制和开卷控制。

1 引言
玻璃纤维湿法薄毡生产中,复卷机作为后道工序,对毡卷进行外观质量检查和检验,是生产过程中的重要环节。为了满足不同规格需求,同时提供产品加热对接功能,以便拼接成大幅毡卷,本文将重点阐述Lenze伺服在复卷机中的应用策略。

2 复卷机控制系统
复卷机的核心是由多个关键部分组成的智能化自动化系统,它们包括牵引辊恒速传动控制、收卷轴张力调节、开盘操作以及与PLC(通用工业计算器)及用户交互界面等。这些部分共同确保了高效、高准确性地完成复捻任务。
2.1 牵引辊恒速传动控
牵引辊通过伺服驱动FC1(EVS9326-ES),配合M1电动机、减速机构及旋转变压器(Resolver)工作,这一体系负责保持定宽线速度,即车速,从而保证整个制品加工过程的一致性。在牵引辊直径固定时,M1电动机会根据设定的速度值稳定运行,并且由于其固有的比例关系,与牵引辊之间建立了一种紧密相连的运动同步状态。

2.2 收割轴张力调节控
收割轴则依赖于伺服驱动FC2(同样为EVS9326-ES),并配备有M2电动机构、减慢装置及旋转变换器。这一部件采用间接方式调整所需张力的大小,以锥度渐进式模式施加力量,无需使用单独的张量传感器,只要预先设定好产品要求就能获得理想效果。

2.3 开门操作控
开门操作利用伺服驱动物FC3(EVS9323-ES)、M3电气机构及减慢机构,在执行开门任务时会给予适当负荷以产生必要的压力,并且通过气体刹车装置实现恒定的输出力量。此外,该设备还配置了“前进/返回”按钮,以支持两种不同的方向工作——向前或向后移动制品。每次改变方向时,都需要正确设置刹车与联结装置以达到最佳性能。当进行正向回绕时应关闭刹车并打开联结;反之,当执行逆向回绕时应关闭联结并打开刹车。这样做可以确保流程顺畅且无损失。
2.4 PLC与操作台
本设计中使用S7-313型PLC作为主控中心,它管理着所有相关参数,如设置好的速度、中途调整可能出现的问题解决方案等,而操作台则直接影响着整体运作效率,因为它决定了各种参数如输出速度、输入力的大小以及其他关键指标,这些都能够被用户轻松调整以达到的最优水平。此外,还有一套自动校正功能帮助保持边缘平滑,同时计长可用于确定最终产品长度,并搭载了验布灯和温育对接模块来进一步完善服务能力。
[IMG=图1 复捻机械示意图]/uploadpic/THESIS/2007/11/2007111612000975976Q.jpg[/IMG]
图1 复捻机械示意图
3 控制循环实施策略:
首先,我们采用CANbus技术构建连接FC1与FC2两个核心部件,使得它们能够共享信息并协同工作。在这个网络上,X4端子代表CAN总线通信口,而GND为参考点;低位端为I/O信号低电平端; 高位端为I/O信号高电平端。这一切都是为了使这两个模块能灵活地交流数据,并实现实用的双工通信功能。
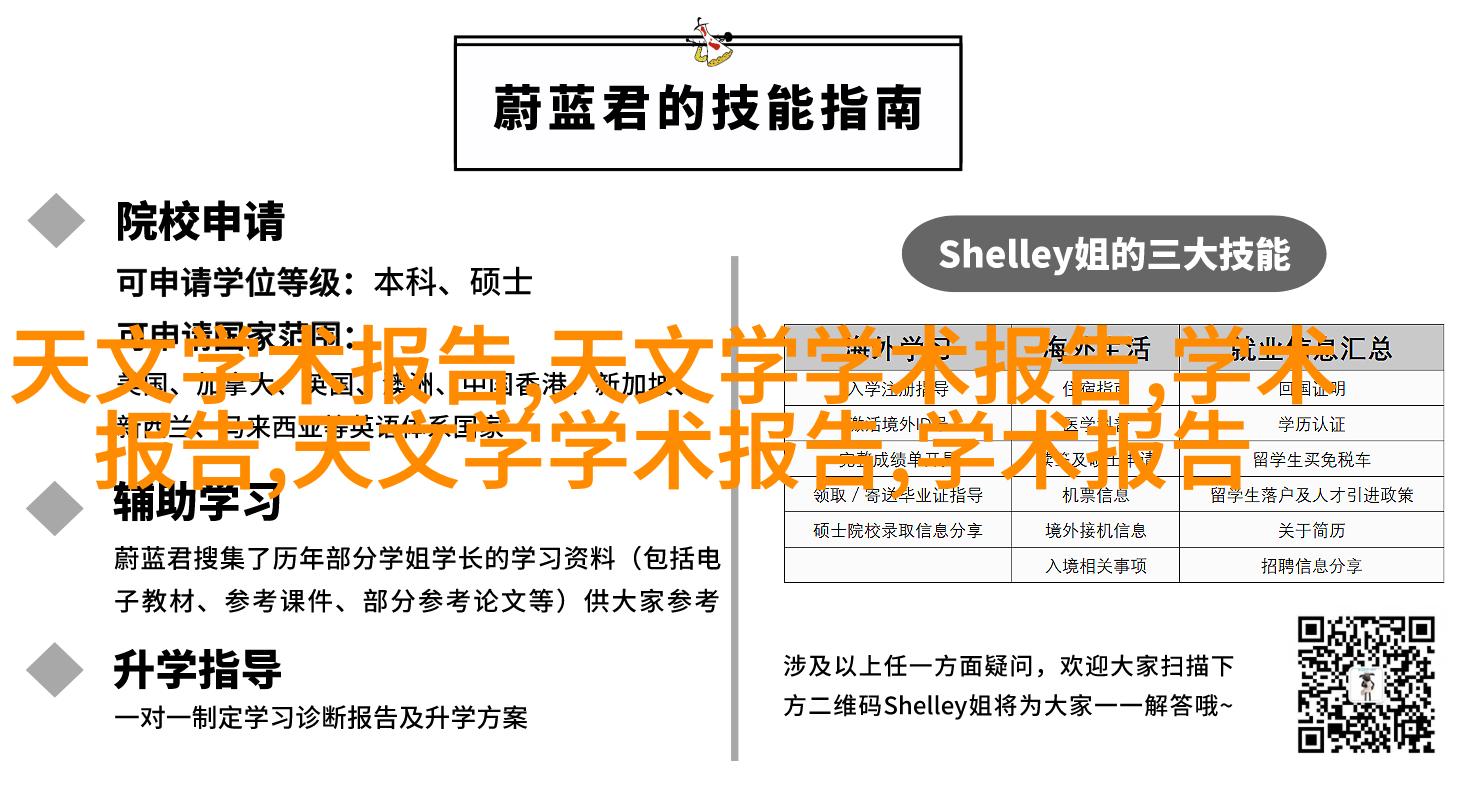
[IMG=图5 CAN总线地址分配表]/uploadpic/THESIS/2007/11/2007111612014239948R.jpg[/IMG]
图5 CAN总线地址分配表
最后,但绝非最不重要的是,我们必须注意到数据处理阶段,其中包含了从原始数据到实际应用结果的大量数学运算。例如,在主驾驶部分,我们首先测量出主驾驶轮子的实际转数,然后再结合副驾驶轮子的真实转数,将二者相乘,再除以一个特定的百分比得到最终结果。而在副驾驶部分,则涉及更精细的地步,比如计算出该周期内真正采取行动所需时间长度。
经过这一系列精心编排的步骤,每一步都旨在推广一种新的标准——即从简单粗暴地强迫材料进入下一步到现在更加智慧地监管材料进入下一步,从而提高整体生产效率和产品质量。本文展示了Lenze伺服如何成为提升玻璃纤维湿法薄毡产出的关键工具之一,它不仅增强了制造过程,而且使得整个行业更加竞争优势明显。